Forged parts with mind and technology
HOT forging
- 5 - 50 mm Diameter
- up to 450 mm length
- powerful spindle presses
- In-house toolmaking
- ISO 14001:2015 / ISO 9001:2015 / IATF 16949:2016
Forged parts from TIGGES
By selective partial heating of the blanks in induction plants, we achieve fast, energy-saving and material-conserving heating of all suitable materials.

High temperature resistant components
Quality & Dimensional Accuracy
Process stability

Dimensions & tolerances
Material must not suffer, systems must function and connections must deliver what they promise – this is a matter of course for us, even in hot forming.
±0.5 mm
Tolerance
450 mm
Length
5 – 50 mm
Diameter
Standard or special material
Materials
We process all formable materials, such as steel, stainless steel, aluminum alloys, high-temperature steels, titanium, and many more in high-performance spindle presses. Standard or special materials – we manufacture according to your drawing.

Postprocessing &
Finish
Depending on the customer’s requirements, we can finish your hot formed component. We perform a variety of different post-processing and finishing procedures.
Heat treatment
Thread rolling
Thread locks
Coatings
CNC-Machining
Surface treatment
Markings
Advantages of hot forging
Hot forming offers ideal solutions for numerous joining requirements.
- For durable components
- Low forming forces
- High formability
- Wide range of materials
Quality that connects
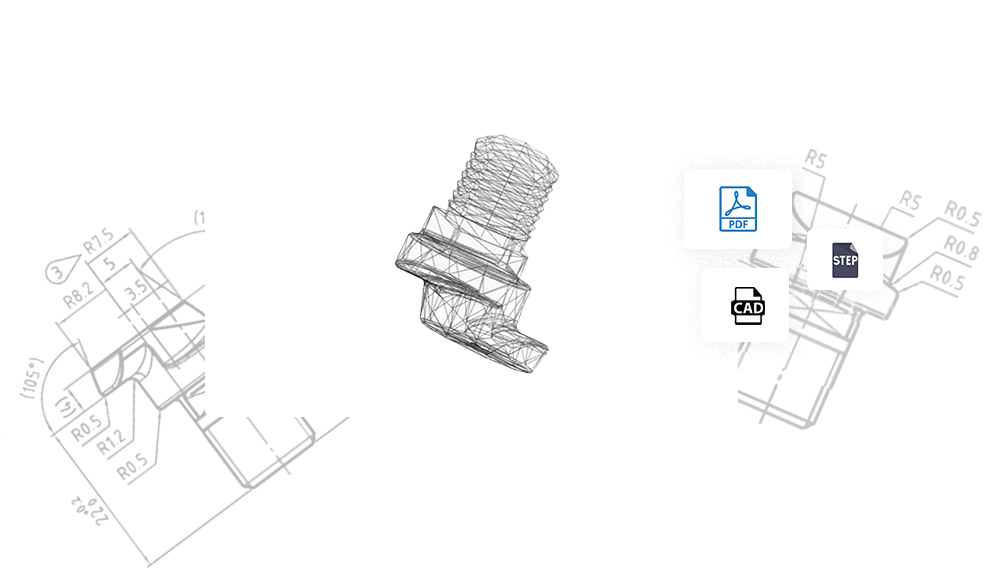
Send your drawing
We check your drawing and calculate according to the most cost-efficient manufacturing technology your offer
- non-binding
- flexible production possibilities
- experienced designers
All information transmitted is secure and confidential
In-house toolmaking
Even before the actual production, we are active in the factory’s own design and toolmaking. This saves time and effort, as does the subsequent post-processing by machining and thread rolling at TIGGES.
FAQ's
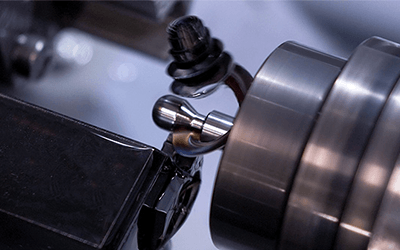
CNC-machining explained
Machining technology is characterized by a high degree of flexibility and precision: Any complex geometry imaginable can be produced.
Machining is also economically feasible for small quantities. The choice of material is not an issue as most metals are machinable.
State-of-the-art CNC machines are required to meet the quality requirements of our customers.
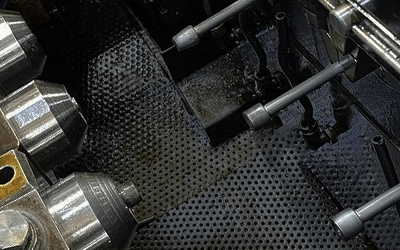
Process of cnc machining
Excess material is removed from the workpiece during machining. Connecting elements can be produced directly by machining.
For particularly high-quality or complex connecting parts, a combination of different machining processes is frequently employed. For example, cold-formed parts are machined in post-processing. These are also known as combination parts. Compared to forming, the material input during machining is significantly higher.
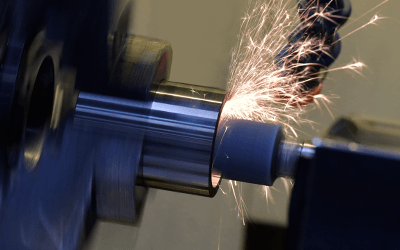
The future of machining
In the future, machining will be fully automated and subject to maximum cycle times. That is why it is important that, in addition to the basic technical requirements, production is also supported by our expertise.
We can already offer automated machining processes today. This enables us to produce flexibly, quickly and with high quality. Our knowledge enables us to optimize existing manufacturing processes and to fully exploit the advantages of machining.