無承諾的沖壓件
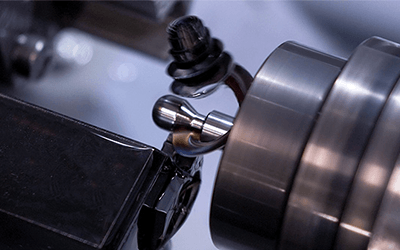
冷鍛
- 2 - 23 毫米軸徑
- 180 毫米長度
- 鋼、不銹鋼、鋁、鈦等。
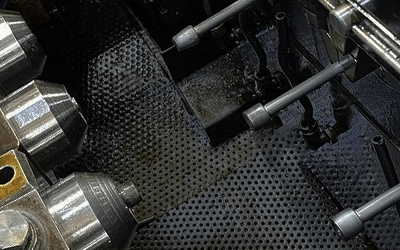
- 2 - 6 台多級壓力機
- 從轉動部件切換到壓制部件
- ISO 14001:2015 / ISO 9001:2015 / IATF 16949:2016
TIGGES 沖壓件
絕不會偶然做任何事情,定義精確的規劃流程,提供精確的工程解決方案和模擬,以及使用最好的材料進行高端生產:這些是我們在冷成型領域活動的基石。 相信我們,讓我們有機會分析 從以前轉向冷成型或組合零件 可能。

多達 6 台壓力機
吞吐時間短
工藝穩定性

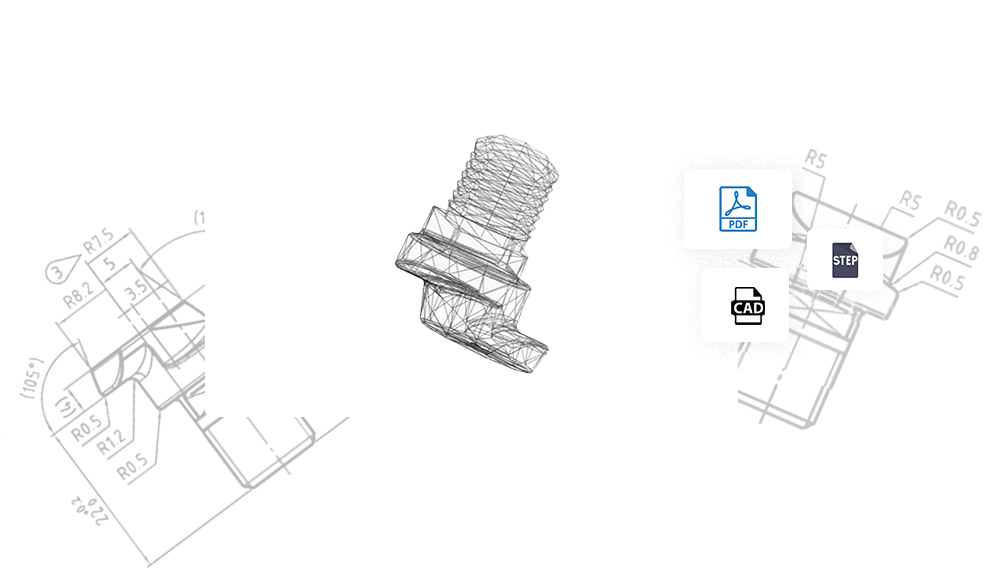
尺寸和公差
冷成型的挑戰是直接製造最終產品。 這使我們能夠將後處理成本降至最低,並以更經濟的方式生產。 我們自 1925 年以來的經驗使我們能夠以工藝穩定的方式在窄公差範圍內製造最複雜的幾何形狀。
±0.1mm
公差
180 mm
總長:
2 - 23 mm
直徑
標准或特殊材料
材料
我們正在處理所有材料,例如 鋼、不銹鋼、鋁合金、耐高溫鋼、鈦 等在我們高效和現代化的機器上,最多 6 個成型階段。 標准或特殊材料——我們根據您的圖紙製造。

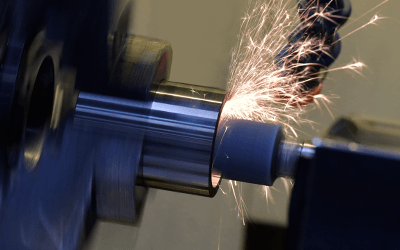
後期處理 &
完
組件越複雜,後處理步驟就越頻繁。 我們執行各種不同的完成。
熱處理
螺紋滾壓
線程鎖
塗料
車修
研磨
表面處理
標記
冷成型的優點
冷大塊成型用途廣泛,可為各種連接要求提供理想的解決方案。
- 吞吐時間短
- 材料消耗低
- 精確的表面結構
- 高耐久性/永久硬化
- 通過節能生產獲得成本優勢
- 尺寸精度
連接的質量
原型和小系列
由於工程、工具製造、拉絲和其他工作都是在內部進行的,我們有能力和靈活性來生產最小數量的樣品和原型,並具有很高的盈利能力。
常見問題解答
冷成型解釋
冷大塊成型用途廣泛,可為各種連接要求提供理想的解決方案。
除了 處理速度高,我們通過尺寸精度和高承載能力實現優質。 同時,我們還實現了低材料消耗。
冷成型的挑戰是 直接製造最終產品, 無需添加工藝步驟。 這使我們能夠將後處理成本保持在最低水平,並以更經濟的方式進行生產。
冷成型工藝
冷成型是一種高速成型工藝,其中硬質金屬發生塑性變形。 從根本上產生的壓縮力 改變材料屬性,但因材料而異。
生產連接元件的製造過程涉及各種材料加工方法:冷成型、螺紋滾壓以及鐓粗和擠壓工藝。
通常,壓制是在協調的步驟中進行的,以逐漸提取最終產品。 在 TIGGES,這種多級壓制是在 多達 6 個階段.
冷成型的應用
當我們開始生產拉絲零件時,我們會問自己所需零件的哪種製造工藝材料友好且經濟高效。
冷成型的優勢在於精確的表面結構。 因此,它非常適合具有嚴格尺寸公差的高質量安裝系統。 同時,這種類型的生產可以節省成本,因為需要的能量相對較少,熱量輸入也很少(由於預熱)。 由於生產時間更短,冷成型零件的生產速度更快。 強度隨著成型程度的增加而增加。
材料也起著重要作用。 材料的基本強度越高,成型力越強,因此熱成型可能更合適。
冷成型的未來
使用我們產品的機器和系統的複雜性不斷增加。 這些組件的設計適合個別應用和空間條件。
同時,材料的基礎強度和種類不斷增加,往往達到當前技術的極限。 例如,並不是每個人都能成型銅,因為這種材料非常柔軟,因此只能承受非常低的負載。
憑藉我們的機器,我們 TIGGES 今天已經為明天的挑戰做好了準備。 我們憑藉在冷成型領域數十年的經驗,確切地知道如何以最智能的方式實施您的項目。
沖壓件的材料負荷
在成型過程中,金屬發生塑性變形,然後保持其新形狀。 為了避免材料在結構變化過程中出現裂紋和缺陷, 未加載超過材料特定的抗拉強度. 負載限制因材料而異。