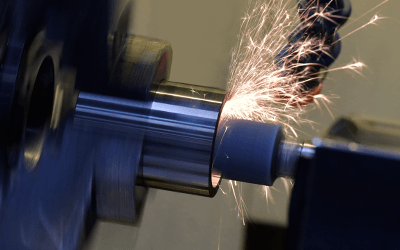
Presnosť dielov zdokonalená špičkovou technológiou
CNC-OBRÁBANIE
- Priemer hriadeľa 2 - 85 mm
- Dĺžka 700 mm
- Výroba zložitých sústružených dielov
- Automatizácia / Robotické vložky
- CNC viacvretenový sústruh / dlhý a krátky sústruh
- ISO 14001:2015 / ISO 9001:2015 / IATF 16949:2016
CNC sústružené diely od TIGGES
Vyrábame presne sústružené diely podľa vášho výkresu so stabilným procesom. Pôsobíme ako vývojový partner a špeciálny výrobca výkresových dielov, aby sme váš projekt doviedli do cieľa.
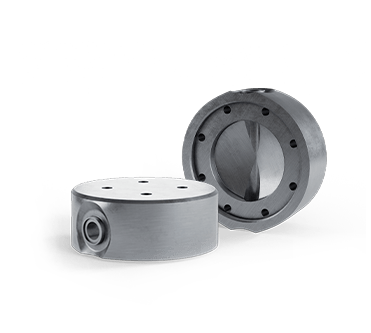
Kvalita a rozmerová presnosť
Krátke časy priechodnosti
Stabilita procesu

Rozmery a tolerancie
Potrebujete zložité sústružené diely s vysokými požiadavkami na kvalitu? Spoločne s vami objasníme montážnu situáciu v počiatočnej fáze a upozorníme na špeciálne vlastnosti komponentu. Výsledkom je, že diel TIGGES spĺňa svoj sľub.
± 0.02 mm
Tolerancia
700 mm
Dĺžka
5 - 85 mm
priemer
Štandardný alebo špeciálny materiál
Materiály
Spracovávame všetky opracovateľné materiály, ako napr oceľ, nehrdzavejúca oceľ, zliatiny hliníka, špeciálne ocele, titán, a mnoho ďalších na najmodernejších CNC strojoch. Štandardné alebo špeciálne materiály – vyrobíme podľa vášho výkresu.

Následné spracovanie &
úprava
Čím je komponent zložitejší, tým častejšie sú potrebné kroky následného spracovania. Vykonávame rôzne druhy povrchových úprav.
Tepelné spracovanie
Valcovanie závitov
Zámky závitov
povlaky
brúsenie
Povrchová úprava
značenie
Výhody CNC obrábania
Technológia obrábania sa vyznačuje vysokou flexibilitou a presnosťou pri obrábaní: Je možné vyrobiť akúkoľvek komplexnú geometriu, ktorú si dokážete predstaviť.
- Komplexné geometrie
- Malé a veľké množstvá
- Prísne rozmerové a tvarové tolerancie
- Presné povrchové štruktúry
- Automatizácia
Kvalita, ktorá spája
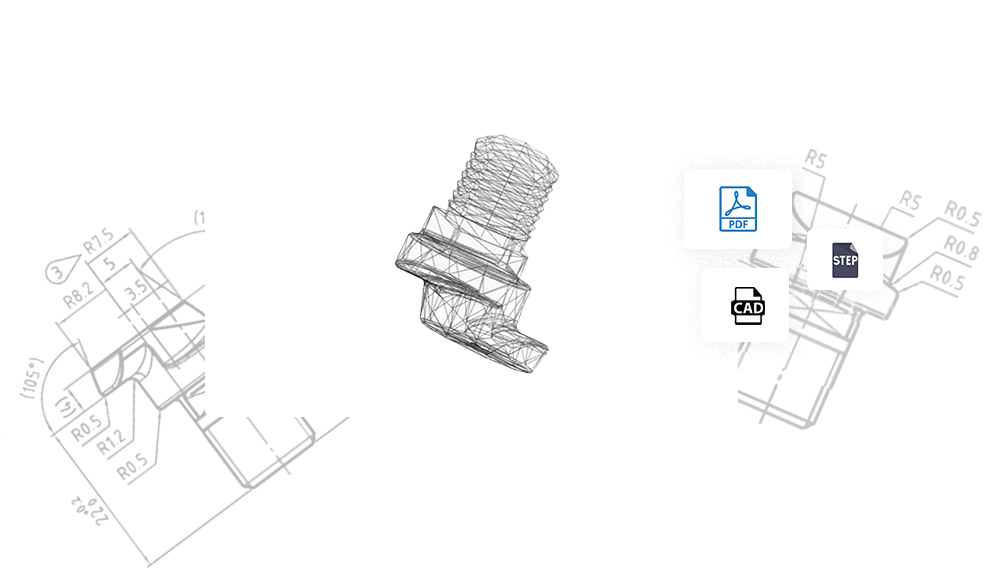
Pošlite svoj výkres
Skontrolujeme váš výkres a vypočítame podľa najhospodárnejšej výrobnej technológie, ktorú ponúkate
- nezáväzné
- flexibilné výrobné možnosti
- skúsených dizajnérov
Všetky prenášané informácie sú bezpečné a dôverné
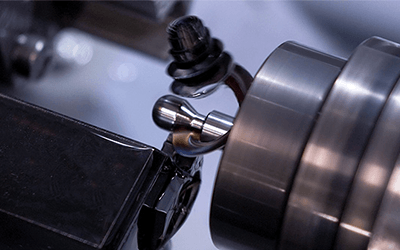
Najmodernejší CNC strojový park
Kombinovaným používaním vyspelých strojov a odborného personálu posúvame hranice technologickej realizovateľnosti.
- CNC dlhý a krátky sústruh s až 16 osami
- Výhradné použitie strojov s hlavným a protivretenom
- Skutočné obrábacie centrá s kombinovanými operáciami frézovania/sústruženia
- Automatizácia pomocou robotickej technológie
- CNC viacvretenové stroje
FAQ
Vysvetlené kovanie za tepla
Tvárnenie za tepla je obzvlášť vhodné pre vysokovýkonné komponenty a materiály, napr. Inconel. Pri masívnom tvárnení sa v dôsledku prívodu tepla využívajú len nízke tvárniace sily. V porovnaní s tvarovaním za studena, tvarovateľnosť je extrémne vysoká.
Táto výrobná technológia vyžaduje vysoký energetický vstup. Je dôležité zvážiť náklady a prínosy, aby sa dosiahol najlepší možný výsledok tvárnenia za tepla.
Rozdiel od iných úrovní formovania
V technológii tvárnenia rozlišujeme tvárnenie za studena, za tepla a za tepla. Vstup tepla do procesu kovania umožňuje tvárnenie vysokopevnostných materiálov, čo je praktické pre vysokopevnostné komponenty.
Teplota pri procese tvárnenia je premenlivá v závislosti od príslušného typu a materiálu. Každý materiál má inú mikroštruktúru a vyžaduje špecifický teplotný rozsah.
Pri tvárnení za studena je spotreba materiálu výrazne nižšia v dôsledku mazania alebo zaťaženia nástroja.
Iné technológie
Tvarovanie za studena
Až 6-stupňové lisy, krátke prechodové časy, vysoká rozmerová presnosť