Lisované díly bez cmslibů
Tvarování za studena
- Průměr hřídele 2 - 23 mm
- Délka 180 mm
- Ocel, nerezová ocel, hliník, titan atd.
- 2 - 6 vícestupňových lisů
- Přepněte ze soustružených na lisované díly
- ISO 14001:2015 / ISO 9001:2015 / IATF 16949:2016
Lisované díly od TIGGES
Nikdy nedělat nic náhodou, definovat přesné plánovací procesy, poskytovat přesná inženýrská řešení a simulace, stejně jako provádět špičkovou výrobu s nejlepšími materiály: to jsou základní kameny našich aktivit v oblasti tváření za studena. Důvěřujte nám a dejte nám příležitost analyzovat, zda a přejít z dříve soustružených dílů na díly tvarované za studena nebo kombinované by to mohlo být možné.

až 6stupňových lisů
krátké doby průchodnosti
Stabilita procesu

Rozměry a tolerance
Výzvou při tváření za studena je přímo vyrábět konečný produkt. To nám umožňuje udržet náklady na následné zpracování na minimu a vyrábět hospodárněji. Naše zkušenosti od roku 1925 nám umožňují vyrábět nejsložitější geometrie v úzkých tolerančních rozmezích procesně stabilním způsobem.
± 0.1mm
Tolerance
180 mm
Délka
2 - 23 mm
Průměr
Standardní nebo speciální materiál
Materiály
Zpracováváme veškeré materiály jako ocel, nerezová ocel, hliníkové slitiny, vysokoteplotní oceli, titan atd. na našich výkonných a moderních strojích až 6 tvářecích stupňů. Standardní nebo speciální materiály – vyrábíme dle vašeho výkresu.

Následné zpracování &
úprava
Čím složitější je komponenta, tím častěji jsou nutné kroky následného zpracování. Provádíme různé druhy finišů.
Tepelné zpracování
Válcování závitů
Zámky závitů
Obaly
CNC-obrábění
broušení
Povrchová úprava
Značení
Výhody tváření za studena
Masivní tváření za studena je všestranné a poskytuje ideální řešení pro širokou škálu požadavků na spojování.
- Krátké doby průchodnosti
- Nízká spotřeba materiálu
- Přesné povrchové struktury
- Vysoká odolnost / trvalé vytvrzení
- Cenové výhody díky energeticky úsporné výrobě
- Rozměrová přesnost
Kvalita, která spojuje
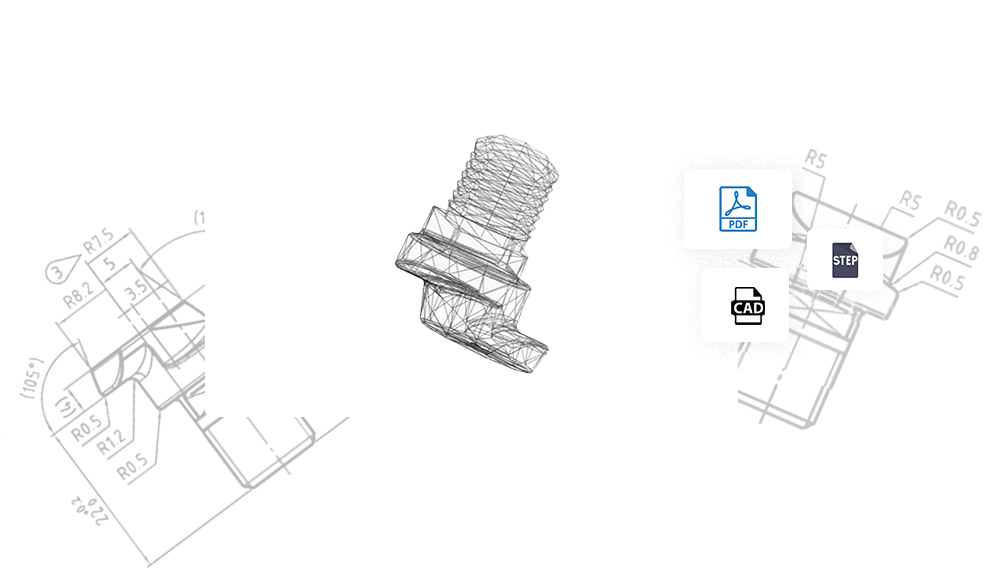
Pošlete svůj výkres
Zkontrolujeme váš výkres a provedeme kalkulaci podle nejhospodárnější výrobní technologie z vaší nabídky
- nezávazně
- flexibilní výrobní možnosti
- zkušení designéři
Všechny přenášené informace jsou bezpečné a důvěrné
Prototypy a malé série
Vzhledem k tomu, že inženýring, konstrukce nástrojů, tažení drátu a další jsou prováděny interně, máme schopnost a flexibilitu vyrábět minimální množství, jako jsou vzorky a prototypy, s vysokou ziskovostí.
FAQ
Vysvětleno tváření za studena
Masivní tváření za studena je všestranné a poskytuje ideální řešení pro širokou škálu požadavků na spojování.
Navíc k vysoká rychlost zpracování, dosahujeme prvotřídní kvality díky rozměrové přesnosti a vysoké nosnosti. Zároveň také dosahujeme nízké spotřeby materiálu.
Výzvou při tváření za studena je přímo vyrábět konečný produkt, bez přidaných procesních kroků. To nám umožňuje udržet náklady na následné zpracování na minimu a vyrábět hospodárněji.
Proces tváření za studena
Tváření za studena je vysokorychlostní proces tváření, při kterém jsou tvrdé kovy plasticky deformovány. Zásadně vznikající tlakové síly mění vlastnosti materiálu, ale liší se materiál od materiálu.
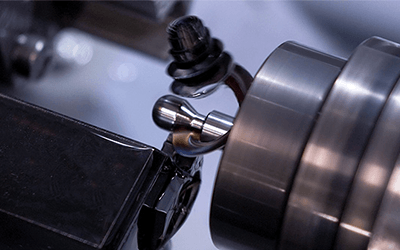
Výrobní proces pro výrobu spojovacích prvků zahrnuje různé způsoby zpracování materiálu: tváření za studena, válcování závitů, stejně jako procesy pěchování a vytlačování.
Lisování se zpravidla provádí v koordinovaných krocích k postupné extrakci konečného produktu. U TIGGES se toto vícestupňové lisování provádí v až 6 stupňů.
Aplikace tváření za studena
Když zahajujeme výrobu výkresových dílů, ptáme se sami sebe, který výrobní proces požadovaného dílu je materiálově šetrný a ekonomicky efektivní.
Síla tváření za studena spočívá v přesných strukturách povrchu. Je proto velmi vhodný pro vysoce kvalitní instalační systémy s úzkými rozměrovými tolerancemi. Zároveň tento typ výroby nabízí úsporu nákladů, protože je potřeba poměrně málo energie s malým příkonem tepla (v důsledku předehřívání). Díly tvářené za studena lze vyrábět rychleji díky kratším dobám výroby. Pevnost se zvyšuje se stupněm tvarování.
Velkou roli hraje i materiál. Čím vyšší je základní pevnost materiálu, tím silnější jsou tvářecí síly, takže tváření za tepla může být vhodnější.
Budoucnost tváření za studena
Složitost strojů a systémů, ve kterých se naše produkty používají, neustále roste. Komponenty jsou navrženy tak, aby vyhovovaly individuálním aplikacím a prostorovým podmínkám.
Zároveň se zvyšuje základní pevnost a rozmanitost materiálů, které často dosahují limitů současných technologií. Ne každý je schopen tvořit například měď, protože materiál je velmi měkký a snese tedy jen velmi malé zatížení.
S našimi stroji jsme ve společnosti TIGGES již dnes připraveni na výzvy zítřka. Spoléháme na naše desítky let zkušeností v oblasti tváření za studena a přesně víme, jak realizovat váš projekt s maximální inteligencí.
Zatížení materiálu pro lisované díly
Během procesu tváření se kov plasticky deformuje a poté si zachovává svůj nový tvar. Aby se předešlo prasklinám a defektům materiálu při strukturální změně, je nezatížené nad pevnost v tahu specifickou pro materiál. Limit zatížení se liší v závislosti na materiálu.
Další technologie
CNC-obrábění
Vícevřetenové soustruhy, dlouhé a krátké soustruhy do 16 os, robotické vložky
Tvarování za studena
Až 6-ti stupňové lisy, krátké doby průchodnosti, vysoká rozměrová přesnost